


Você sabia que 95% dos vazamentos industriais poderiam ser evitados com a instalação correta de juntas de vedação?
Se você é gestor de manutenção, engenheiro ou responsável por operações industriais, este artigo pode economizar milhares de reais em paradas não programadas e prejuízos operacionais.
Vazamentos em flanges e sistemas de vedação não são apenas um inconveniente - eles representam riscos de segurança, perdas de produção e custos elevados de manutenção corretiva. A boa notícia é que a maioria desses problemas pode ser facilmente evitada quando você conhece os erros mais comuns.
Neste guia completo, você descobrirá os 9 erros mais críticos na instalação de juntas de vedação e as soluções práticas para cada um deles. Continue lendo e transforme sua operação em um exemplo de eficiência e segurança.
Por Que a Vedação Industrial Correta É Fundamental?
Antes de mergulharmos nos erros mais comuns, é importante entender por que a vedação industrial é tão crítica para sua operação:
- Segurança operacional: Vazamentos podem causar acidentes graves
- Eficiência energética: Sistemas bem vedados consomem menos energia
- Conformidade regulatória: Evita multas e problemas com órgãos fiscalizadores
- Redução de custos: Elimina paradas não programadas e desperdício de materiais
- Sustentabilidade: Previne contaminação ambiental
Agora que você compreende a importância, vamos aos erros que podem estar custando caro para sua empresa.
Erro #1: Flanges Desgastados ou Danificados

O problema: Superfícies flangeadas com ranhuras irregulares, corrosão ou empenamento são uma das principais causas de vazamentos em flanges industriais. Mesmo utilizando juntas de vedação de alta qualidade, superfícies danificadas tornam impossível uma vedação eficaz.
Por que acontece:
- Falta de inspeção preventiva
- Uso prolongado sem manutenção adequada
- Exposição a ambientes corrosivos
- Montagem e desmontagem frequentes
Como evitar:
- Inspeção visual rigorosa antes de cada montagem
- Planeje usinagem ou substituição quando detectar desgaste
- Use juntas com camadas compensadoras (PTFE expandido ou grafite flexível) apenas como solução temporária
- Implemente um programa de manutenção preventiva para flanges
Dica profissional: Documente o estado dos flanges com fotos durante as inspeções. Isso ajuda a acompanhar a evolução do desgaste e planejar substituições.
Erro #2: Reutilização de Juntas de Vedação
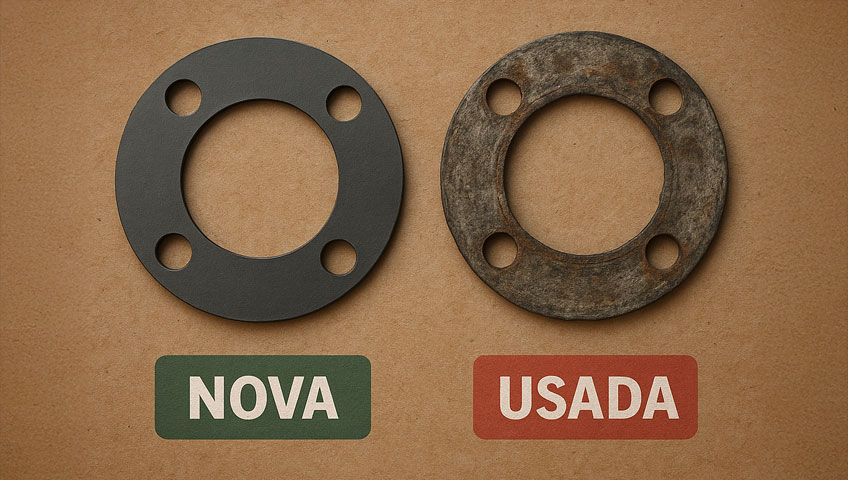
O problema: Este é um dos erros mais custosos na manutenção industrial. Reutilizar juntas pode parecer economia, mas é uma das práticas mais arriscadas que existem.
Por que é perigoso:
- Juntas comprimidas sofrem deformações permanentes
- Perdem capacidade de vedação original
- Distribuição de carga desigual na remontagem
- Risco exponencial de vazamentos
O custo real: Uma junta nova custa entre R$ 50 a R$ 500. Uma parada de produção por falha de vedação pode custar milhares de reais por hora.
Como evitar:
- NUNCA reutilize juntas, mesmo que aparentem estar em bom estado
- Sempre substitua por componentes novos
- Mantenha estoque adequado de juntas para emergências
- Treine sua equipe sobre os riscos da reutilização
Estatística importante: Empresas que reutilizam juntas têm 300% mais vazamentos do que aquelas que sempre usam componentes novos.
Erro #3: Falta de Limpeza e Lubrificação Adequada

O problema: Componentes oxidados, sujos ou com torque desigual impedem o aperto uniforme da junta, comprometendo toda a vedação industrial.
Sinais de alerta:
- Dificuldade para apertar porcas e parafusos
- Torque irregular entre diferentes pontos
- Presença de ferrugem ou sujeira visível
- Roscas emperradas ou danificadas
Como evitar:
- Limpeza completa de estojos e porcas antes da montagem
- Aplique lubrificante adequado (pasta de cobre ou anti-seize)
- Use ferramentas calibradas para torque uniforme
- Estabeleça sequência de aperto em cruz ou estrela
Produtos recomendados:
- Pasta de cobre para altas temperaturas
- Anti-seize para ambientes corrosivos
- Solventes desengraxantes para limpeza
Erro #4: Flanges com Ranhuras Contaminadas
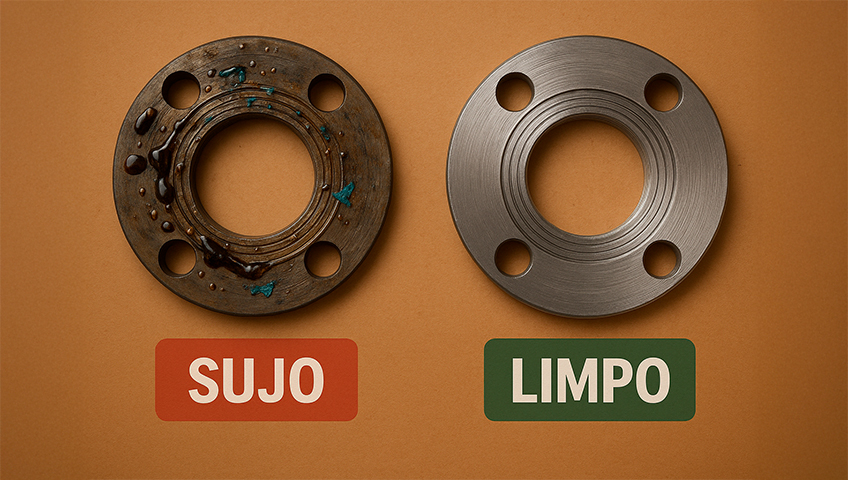
O problema: As ranhuras (serrilhas) dos flanges tipo RF (raised face) devem estar impecavelmente limpas. Contaminantes como óleo, graxa, resíduos metálicos ou pedaços da junta anterior impedem o assentamento correto.
Contaminantes mais comuns:
- Óleo e graxa residual
- Fragmentos da junta anterior
- Resíduos metálicos de usinagem
- Poeira e sujeira do ambiente
Consequências:
- Vedação irregular e instável
- Vazamentos progressivos
- Desgaste prematuro da junta nova
- Falhas inesperadas durante operação
Como evitar:
- Use escovas metálicas para remoção de resíduos sólidos
- Aplique solvente adequado com panos limpos
- Inspecione visualmente após limpeza
- NUNCA monte com superfície contaminada
Atenção: Reserve tempo adequado para limpeza. Pressa nesta etapa é a principal causa de retrabalho.
Erro #5: Material Inadequado para as Condições de Trabalho
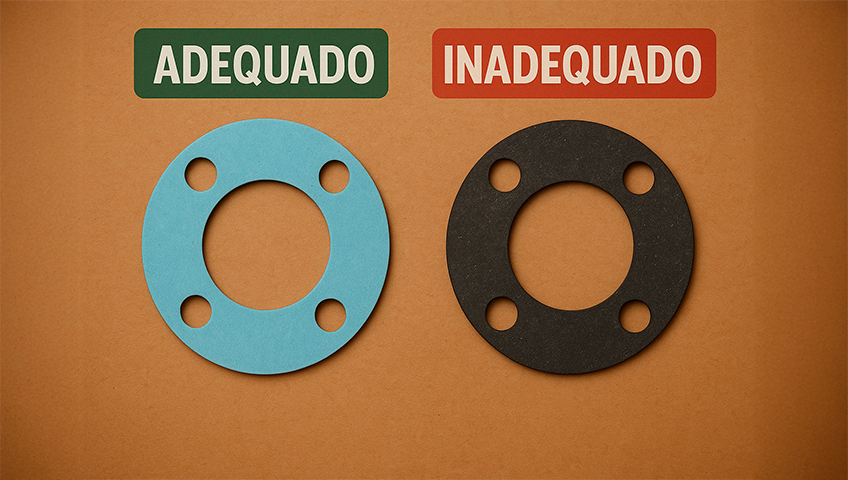
O problema: Escolher um material de junta que não suporta a pressão, temperatura ou não tem compatibilidade química com o fluido é um erro crítico que pode causar falhas catastróficas.
Fatores que devem ser considerados:
- Temperatura de operação (mínima e máxima)
- Pressão do sistema (operação e teste)
- Compatibilidade química com o fluido
- Condições ambientais (umidade, UV, ozônio)
- Frequência de montagem/desmontagem
Materiais mais utilizados e suas aplicações:
- Papelão Hidráulico: Diversas aplicações, temperaturas de 210ºC à 550ºC
- PTFE: Excelente resistência química, temperaturas até 260°C
- Grafite flexível: Altas temperaturas, vapor e gases
- Borracha nitrílica: Óleos e combustíveis
- EPDM: Vapor, água quente, resistência ao ozônio
- Metálicas: Utilizadas nas condições onde as juntas cortadas não suportam
Como evitar:
- Consulte tabelas de compatibilidade química
- Verifique limites de pressão x temperatura
- Prefira juntas com certificações e rastreabilidade
- Avalie histórico de aplicação em campo
- Quando em dúvida, consulte especialistas
Dica de gestão: Mantenha as especificações de materiais aprovados por aplicação. Isso acelera decisões e reduz erros.
Erro #6: Incompatibilidade Entre Flanges

O problema: Montar flanges de classes diferentes (ex: 150# com 300#) ou padrões distintos (ANSI vs DIN) gera desalinhamento, falhas de paralelismo e áreas de vedação incompatíveis.
Problemas mais comuns:
- Classes diferentes: 150#, 300#, 600#, 900#, 1500#
- Padrões distintos: ANSI, DIN, JIS, BS
- Faces incompatíveis: RF com FF, RTJ com RF
- Dimensões divergentes: Diâmetros e espessuras
Consequências graves:
- Impossibilidade de vedação adequada
- Concentração de tensões
- Falha prematura da junta
- Riscos de segurança elevados
Como evitar:
- Sempre verifique a compatibilidade dimensional antes da montagem
- Consulte normas técnicas (ASME B16.5, DIN, etc.)
- Use gabaritos para verificação quando necessário
- Documente especificações de cada flange
- Padronize componentes sempre que possível
Checklist de verificação:
- ? Classe de pressão compatível
- ? Padrão dimensional (ANSI/DIN)
- ? Tipo de face (RF, FF, RTJ)
- ? Diâmetro e furação
- ? Espessura e ressalto
Erro #7: Estojos Inadequados ou Insuficientes
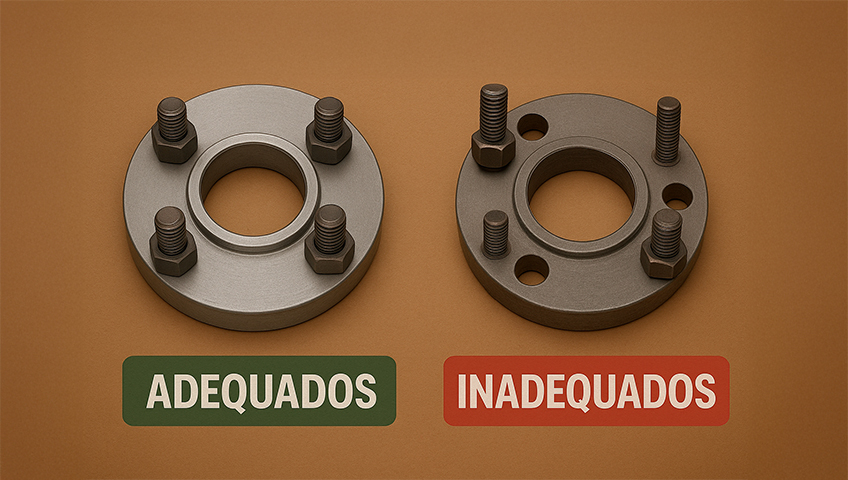
O problema: Estojos (parafusos) de comprimento incorreto, material incompatível ou em quantidade insuficiente afetam drasticamente o torque e a distribuição da carga sobre a junta de vedação.
Erros mais frequentes:
- Usar apenas alguns furos do flange
- Estojos muito curtos ou muito longos
- Material inadequado para a aplicação
- Roscas danificadas ou incompatíveis
Impactos na vedação:
- Distribuição irregular de carga
- Deformação da junta
- Concentração de tensões
- Falha prematura do sistema
Como evitar:
- Use TODOS os furos do flange
- Estojos devem ultrapassar pelo menos 3 filetes de rosca da porca
- Siga rigorosamente a especificação de projeto
- Verifique material e tratamento térmico adequados
- Substitua estojos danificados imediatamente
Especificações técnicas importantes:
- Comprimento: L = espessura dos flanges + espessura da junta + altura da porca + 3 filetes
- Material: Compatível com temperatura e ambiente
- Classe de resistência: Conforme norma aplicável
Erro #8: Corte e Medidas Inadequadas da Junta
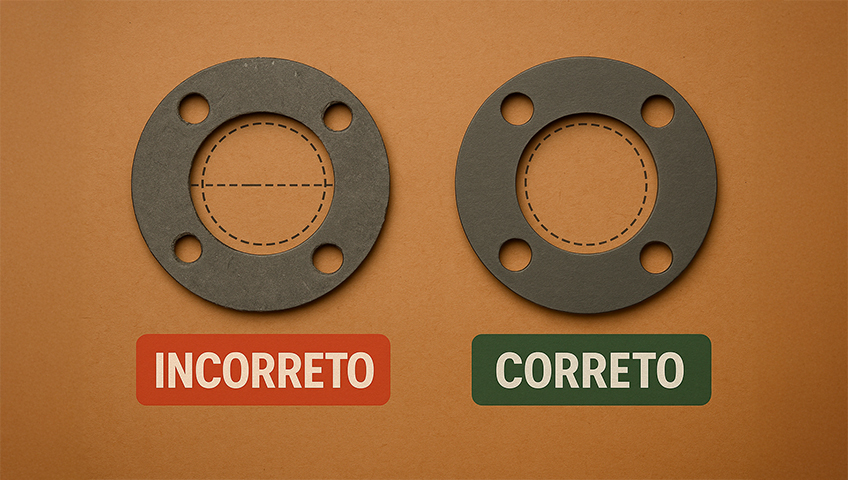
O problema: Em juntas cortadas sob medida, a qualidade do corte e as dimensões incorretas podem comprometer completamente a eficiência da vedação.
Erros dimensionais críticos:
- Diâmetro interno muito pequeno (restringe fluxo)
- Diâmetro externo muito grande (interfere na montagem)
- Furação desalinhada ou com diâmetro incorreto
- Espessura inadequada para a aplicação
Problemas resultantes:
- Sobreposição com a passagem do fluido
- Áreas mal vedadas
- Dificuldade de montagem
- Deformação durante aperto
Como evitar:
- Use normas como ASME B16.21 como referência
- Sempre que possível, adquira juntas já cortadas
- Confirme dimensões com base no flange real, não em informações verbais
- Use gabaritos para verificação
- Documente todas as medidas
Dimensões críticas para verificar:
- Diâmetro interno (DI)
- Diâmetro externo (DE)
- Diâmetro dos furos
- Círculo de furação (PCD)
- Espessura da junta
Recomendação: Prefira fornecedores que oferecem juntas pré-cortadas com certificado dimensional.
Erro #9: Modelo de Junta Inadequado para o Tipo de Flange
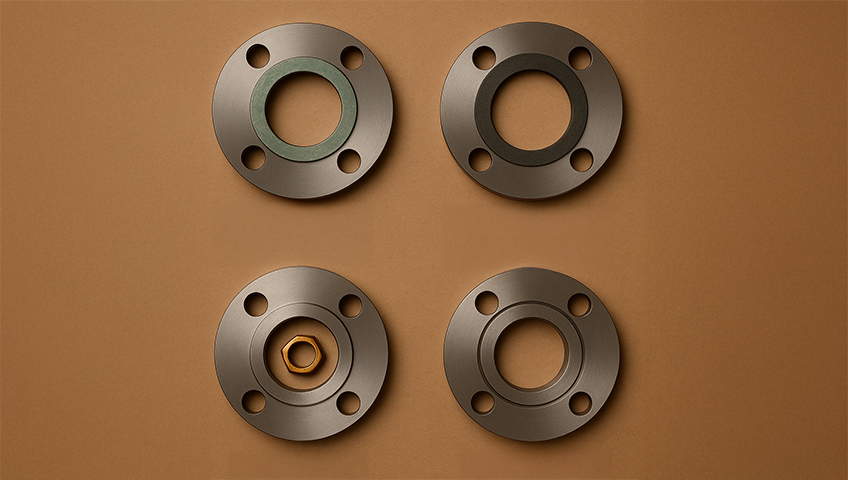
O problema: Selecionar um tipo de junta inadequado para o flange (ex: usar junta RF em flange face plana) compromete completamente o desempenho da vedação industrial.
Tipos de flanges e juntas compatíveis:
Flange Face Plana (FF)
- Junta: Face plana completa
- Vedação: Em toda a superfície
- Aplicação: Baixas pressões
Flange Face com Ressalto (RF)
- Junta: Com ressalto correspondente
- Vedação: Apenas na área do ressalto
- Aplicação: Pressões médias e altas
Flange Tipo RTJ (Ring Type Joint)
- Junta: Anel metálico octogonal ou oval
- Vedação: Por deformação controlada
- Aplicação: Altas pressões e temperaturas
Flange com Ranhura
- Junta: Perfil específico para encaixe
- Vedação: Por compressão na ranhura
- Aplicação: Aplicações especiais
Como evitar:
- Identifique corretamente o tipo de flange
- Consulte desenhos técnicos quando disponíveis
- Use gabaritos para verificação
- Mantenha catálogo atualizado de tipos de juntas
- Treine equipe para reconhecer diferentes tipos
Dica rápida: Quando em dúvida, fotografe o flange e consulte um especialista antes de especificar a junta.
Conclusão
A vedação em uniões flangeladas não é questão de sorte - é resultado de conhecimento, planejamento e execução correta. Os 9 erros que apresentamos neste guia são responsáveis por milhões de reais em prejuízos anuais na indústria brasileira.
Mas agora você tem o conhecimento necessário para evitá-los. Mais importante ainda: você tem a ANCCO como parceira, com todo o know-how e a expertise do nosso corpo técnico para te auxiliar. Trabalhamos com foco absoluto na qualidade e na confiabilidade, garantindo soluções seguras e eficientes para que sua operação tenha sempre o melhor desempenho.
Lembre-se: o custo da prevenção é sempre menor que o custo da correção.


Inserir Comentário